It sounded so clean that when Paul St. George heard it that he suggested
that we create Wright St. George Labs.
It sounded so clean that when Paul St. George heard it that he suggested
that we create Wright St. George Labs.

Before loading this image intensive web-site, I should warn you about a major problem that may afflict most older (two years +) computers. The switching-mode power supplies use aluminum electrolytic capacitors. The rate of deterioration of the power supply is further accelerated when there is insufficient cooling as well. Most mother boards can suffer as lack of cooling will affect the cluster of aluminum electrolytic capacitors!
I have seen many power switching-mode power supplies that are rated at
250 watt fail as the computer ages. The solution is simple - install a
450 watt power supply! The number of erratic disconnection's to your ISP
will drop, your modem will last much longer and even the number of
the 'dreaded blue screens' will diminish!
A major amount of R&D was done to mitigate the effects of Lupus
Another R&D project was using low frequency sound
In 1957, long before we started in the loudspeaker buisess, I rented a unit across from the MIT east campus and began to mamufacture a polyurethane spar varnish. As then the two ingredients needed were available only in five gallon cans - only for limited use, I and a partner began to make a spar varnish. The sailboat industry in Massachusetts was booming and we sold out three months production immediatly. We'd applied for a US well before patent we began compounding the varnish. However, in two months there were so many patent applications filed our patent laywers informed us that to get the application approved - might cost us over two hundred thousand. He recommended that we should align ourelves with a major US manufacturer. So, within two months we signed a contract. I named the company Evtec. However my partner demurred and the US manufactuer gave it another name. The contract allowed us to sell what we'd compounded. Then under the contract we couldn't sell any more.
As the rent was paid for another three months I repainted the old Cadillac hearse Blue and Cream and installed two large compresse air cylinders under the the rear floor boards. I installed a heater in the rear and upholstered it in pale grey and a darker blue-gray. The upper lining was was a a very pale blue. I regestered it as an a Emergency Massachusetts Civil Defence vehicle.
That year I drove it
up to Kenora carring a set of flat ESL panels (14" x 6 feet) desighed to
fit beteween the studs in our house in Minaki.
Somebody in the hotel objected to the bass, as he had a reservation three floors above us. When he burst into our exhibit room, we had not played that speaker for an hour and a half. The grill cloth over the woofer had been removed as I was explaining the method of design. However the general sound level was what you'd expect at a audio show. As our room was across from the elevator, he thought that we were keeping him awake. When he opened our hall door, and ripped out the spreaker cone. As the dismemberment of the woofer didn't have any effect on the general SPL, he stopped, and ran out of our room.
We found out later that he was over two days late and apparently hadn't sleeped for more than five hours since he bordered his flight in Calgary.
However, this company believed that they could cut corners on the production costs. My contract stated unequivocally that I had designed these speakers and my name was on the speakers endorsing them, the company had no right to sell rip-offs.
The Iresult was that
I was able to get a resatraining order. Neverthless they still promoted
them using my name so I had tp bring an action. They lost. However, their
salemen kept telling customers that as I had designed them; I was obliged
to take action when I received five telephone calls berating my ethics.
I was able to get four sworn affidavits from these people; enough to satify
the judge who was able to impound the remaing speakers. To a new company
with limited reserves, it was a hard and very expensive lesson.
We have to apologize to any former customers of Dayton Wright Group Limited, who had ESL's in for repair at the time the company was forced into bankruptcy. All of compled/repaired ESL's remaining in the plant were sold by the bank's agents.
We were suspicious, even before the bankruptcy, that some completed systems were being sold "out the back door" as it were.
As we had computerized our inventory records in 1981 and our Quality Assurance Program in 1982 with a major upgrade in 1984, our audit spotted several major errors in inventory (we have to presume that "new speakers" were being sold under the same serial numbers as had already been used - as "repaired" speakers. After the plant was closed for the night, we started to mark a control number on the inside of the cabinets. After a year only five pairs of speakers had "legitimate" numbers. Since 1991, we have located nine pair of speakers that we have to classify as "back door sales".
Obviously, these were excluded as part of the inventory which could be traced back to Leigh's sale. We were able to finally place a price tag on the "missing" inventory. It was well over $75,000! All of injection molding based tooling missing. The value of that tooling was well over $130,000. Leigh assured us that a Leigh had contracted it out (a normal practice), and as it was Leigh's property when the contract was signed The Dayton Wright Group Ltd., Leigh would get it back!
This was compounded by Leigh's misrepresentation of the amount of defective ESL's that they had shipped, as well as the amount of "in progress" work which was covered under purchase contract. There was another problem which it took us four months to track down. We never received some of the test equipment and finished goods; these were sold by Leigh well after the contract was signed!
Over $200,000 of tooling which was also covered by the contract was never delivered! Operating as Wright Electroacoustics, I had designed these tools myself and had the foresight to make duplicates of the drawings. Since Dayton Wright Associates Ltd., purchased duplicates of them and did not own the rights, the take-over by Leigh was messy!
When Dayton Wright Goup Ltd., was formed we were suprised when we couldn't locate the missing tooling. This delayed the start-up of production until we placed new contracts to have some of these tools made for us.
There were even more suprises laying in wait for us! Leigh had also misrepresented the amount that they had originally paid for their purchase of Dayton Wright Associates Ltd., by claiming that it was wages rather than personally funded R&D on which taxes had been paid! Even though we won in court, this was more unexpected expense!
We spent far more than had been budgeted for, attempting to make up for all the costs which were dumped on the new company.
It did seem that Leigh was attempting to make every effort to divert Dayton Wright Group Ltd., from suing Leigh. We suspected that Leigh was behind the R&D suit brought by the Canadian Department of Revenue which finally found that we had over $12,000 that we could have claimed. (Leigh's involvement was confirmed verbally). However when the Canadian Department of Revenue brought the suit, we were closed down by the bank!
One unexpected poblem was that one partime installer mis-represted to our bank that he was an officer of Dayton Wright Group Limited. Then he borrowed against our line of credit. As I had listed myself as yhe sole officer in the company, the bank had no right to allow any other person to draw funds.
When the bank realised that they had made a serious error that gave them an excuse to shut us down.
ESL's as they are called, date from Vogt about the '30's.
When Dr. Ted Hunt's book, "Electroacoustics" was published after the Second World War there was a resurgence of interest in ESL's. In spite of their low efficiency, several people attempted to construct them. In England, Dr. Hunt corresponded with two of the engineering staff in Ferranti. They became fascinated with the potential of ESL's. One of these was D. T. N. Williamson of Williamson Amplifier fame and the other was a Dr. Taylor who emigrated to Canada to stay with Ferrant-Packard. For a period, D. T. N. Williamson was a consultant for Quad.
Quad at the time was manufacturing amplifiers, preamplifiers and speakers. In the late '40's to early '50's, the most popular power amplifiers in England were the Quad, the Leak Point 1 and other variations on Class A amplifiers.
England seemed to have become the focal point of audio in the '40's. It was during the post war years that many erstwhile audiophiles found that by using semi-professional broadcast equipment, that its fidelity was much more satisfying than off-the-floor consoles. They started to use inexpensive transcription turntables mated with home built preamplifiers and power amplifiers. No, I stand corrected . The trend probably started in the '20's paralleling the advent of radio amateurs. However, when the Second World War was over, many technical people were 'de-mobbed' and formed the basis for a new industry.
The result, was that re were many small (perpetually under funded) companies engaged in the manufacture of audio equipment, seemingly driven by the founder's appreciation of music and the reproduction of music. Where these businessmen had enough capital they survived. They evoke such names as Wharfedale, Biggs, Connoisseur, Gramophone Magazine, Percy Wilson, Radford, Sugden, Vitavox (who produced their own version of the Klipchorn) , Tannoy, Leak, to mention but a few, were well known.
Across the Atlantic, H. H. Scott, Fairchild, Victor Brociner, Leo Beranik
and Paul Klipch were attracting attention.
In the winter of 1956 Mr. Wright built a prototype of his ESL at his parents
home in Minaki, Ontario. That was the beginning of his involvement in ESL's.
I was able to convince Winchester Transformers to make five tube type rectifier high voltage power supply. Then I was able to get them to also make seveal step-up transformers for the ESL's.
It sounded so clean that when Paul St. George heard it that he suggested
that we create Wright St. George Labs.
We were able to setup a basic testing facility by purchasing 'war surplus' test gear for five cents on the dollar.
 Although the space was cramped we managed to produce eight pair of ESL's,
five pair of tweeters and a custom console together with all the switching
gear for two demo rooms.
Although the space was cramped we managed to produce eight pair of ESL's,
five pair of tweeters and a custom console together with all the switching
gear for two demo rooms.
The exhibit was trucked down from the company's plant in Newton Lower Falls. The truck was a closed sided truck covered with a tarpaulin, At the time there was no other vehicle available. After the truck left the plant, there was a cloudburst. Apparently the rain was following the truck. Wright was in a panic because of the rain. The stuff was unloaded at The Hotel New-Yorker and set up to dry out. The next morning the ESL's were turned on at 7:00 AM. At 8:30 the power to the ESL's was turned on. By the show opened, even the sputtering had ceased.
One of the attractions was a seven foot square stereo ESL using two large area full range panel arrays operating at a twenty degree angle to each other.
This photograph was taken at the show. In the back, you can see the large stereo ESL. At the left side is one of the smaller electrostatic speakers, on the floor. It used a slightly vertically curved woofer ESL made out of 'micro-louvred shade screening' mounted on a penolic frame using a special adhesive. The two electrodes were spaced from each other by the use of lucite strips (both on the back and front) of the Saran diaphragm (tm). The conductive coating used a modified detergent which had to be diluted with deionized water. This was essential to make it permanent. It was operated as a constant-charge resistive element. The resistance was ~60 Megohm per square. The ESL woofer spacers were five micro-louvre units on centers. the woofer was four bays wide.
The tweeter was centered above the woofer. This ESL used a similar construction with a horizontally curved electrode structure with a single micro-louvre screen - the spacing rods were about an inch apart - allowing the tweeter to be about five inches high (plus the plastic frame).
At the left side of the photograph can be see the Wright-St. George ESL tweeter. It was housed in a curved walnut case with a quarter-inch flat black set-back which can be seen in the picture
Some of the stereo material was played on a borrowed two track Ampex tape deck. There was a stereo pickup mounted on a Livinston arm with a Fairchild (belt-driven) turntable which was used to play a selection of stereo disc recordings. A pair of 120 watt Macintosh power amplifiers were used being switched between the two different stereo ESL systems. The company used a pair of Dynakit preamps with a Dynakit stereo adapter.
As soon as the New York show was finished, everything was trucked back to Boston and Wright-St.George Labs., Inc., exhibited in the New England Hi Fidelity Show held in Boston.
See also Wright / St. George Labs & Percy Wilson's Review
(contains
some redundant material)
Many of their ESL's were sold in the New England area. As David Hafler was able to produce a 80 k output transformer for the Dynakit, several systems were produced using 80 K output transformers.
David Hafler of Dynakit agreed to wind several transformers with 80K center tapped transformers. Wright St. George used these to construct several stereo power amplifiers using Dynakit's 120 watt amp. power transformer. These were built using a paper input filter capacitor. The feedback was taken from a separate close-coupled winding. Bias adjustments were available for each channel and a Williamson type bias-balance control was added for each channel. The metering was switched both for total current draw (again, each channel could be selected) and the current drain of each pair of output tubes could be metered. There were inputs both with volume controls and without. A spare set of jacks was provided for a variable crossover output for a subwoofer power amplifier.

Stereo Power Amplifier
One of the installation's owners who was living in Belmont, Dr. Dana Farnsworth, was contacted by the amplifier manufacturer who was interested on his ESL's. He tried to duplicate the design but his transistor amplifier had too much negative feedback to operate the ESL's and eventually he sold the design rights to Koss. (An interesting side issue is that Dr. Farnsworth was instrumental in getting Dr. Timothy Leary dropped from Harvard because of his advocacy of student experimentation with LSD.)
This caused some confusion in the audio field as by this time Edgar Villchur and Henry Close had split and KLH was also into ESL's.
However the Koss ESL's used a much lower resistance coating on their diaphragm in order to gain in efficiency.
Another ESL player appeared in Florida after a pair of the Wright St. George Labs speakers, which had been purchased by a customer living in Brookline Village, were shipped to Florida when the customer moved down there. An interesting point -- in 1978 he moved up to an area just North of Washington DC., and the moving company destroyed his ESL's. He contacted Wright who drove down there and bought back the Wright St. George Lab /Dynakit power amplifiers.
As a point of possible interest, the Quad ESL's had been exhibited at the same New York Audio Show where Wright St. George Labs was set up-on the floor above the Philadelphia importer of the Quad's, Bud Fried of Lectronics at City Line Center. Bud Fried also made the bass equalizer for Bose's first set of speakers.

Wm Wright had to return to Canada when his visa expired. When he was in
Minaki, the head of the CBC's Western region and his chief engineer came
to Minaki as the had heard about the fidelity and how recording engineer's
were able to reach accurate judgments on the sound quality of material
without having to play it back several times! The extent of their interest
may be gauged by the fact that it was a three-hour CNR train trip from
Winnipeg to Minaki, and the winter temperature was about -30 degrees
F!
Here is a photo of the curved three curve-panoramic ESL. This was made in many vetically hinged panels stretching over 14 feet in length.
 This installation lasted for over two and a half years until the lease
was sold to the developers of the Eaton Center on Young Street in Toronto,
south west of Dundas Street.
This installation lasted for over two and a half years until the lease
was sold to the developers of the Eaton Center on Young Street in Toronto,
south west of Dundas Street.
 This series of cone speakers had a major problem. I had designed them to
only to be used with the specified sets of drivers and the crossover networks
that I had specially designed. I made very sure that I specified in the
contract, as my name was going to be used any unapproved substitution (without
my consent) would be a serious breach. I made it a point that if it took
place, my name could not be used, and if it were ever used to promote these
speakers (even verbally) I would get a court order to anable me or any
agent I retained to sieze any or all parts and have these destroyed.
This series of cone speakers had a major problem. I had designed them to
only to be used with the specified sets of drivers and the crossover networks
that I had specially designed. I made very sure that I specified in the
contract, as my name was going to be used any unapproved substitution (without
my consent) would be a serious breach. I made it a point that if it took
place, my name could not be used, and if it were ever used to promote these
speakers (even verbally) I would get a court order to anable me or any
agent I retained to sieze any or all parts and have these destroyed.
As you might have expected, I have encountered the same thing several times.
Therefore, I make sure that my lawyer is well versed in these maters. It
is well worth the fee!
Dayton Wright Associates was formed in 1968 and was based on 1965 patents granted to Wm Wright pertaing to "Constant Charge Density Operation of Electrostatic Loudspeakers" operating in a uniform field by the use of essentially acoustically transparent balanced electrode structures - one behind the diaphragm - and the other in front.
This technique was almost anticipated in Dr. Ted Hunt's book on Electroacoustics.
CHRONOLOGY
In order to put things in perspective, here is a sequence of times that are involved:
Wright St George Laboratories Inc.
1957-1960
Mark IV & Mark V
Two way ESL's using an almost flat main panel (woofer)
and a curved ESL tweeter.
This tweeter was sold separately as a stand-alone tweeter
1960 Mark V Direct drive power amplifier model
Dayton Wright Associates Limited
The 1968 design was based on the experience gained in the Wright/St. George design process. The preliminary design tried to employ a two-way ESL system. The tweeter system used a curved ESL (the same ESL design has been copied by many other manufacturers).
The general layout of the two-way ESL is shown.
As can be seen, the woofer elements were wider. Tests revealed a dynamic
instability as under high humidity conditions,. the resistive coating dropped
in its resistance value.
This cell arrangement was adopted for the construction of the proposed
Ontario Place Surround speakers. As the connectors were located at the
top rear, SF-6 leakage would be negligible. The ESL's would not have to
operate above 8,500 Hz to meet the specification.
Hammond Manufacturing in Guelph agreed to bank-wind the high-voltage transformers required an Len Hammond designed the transformers. The primary was brought out to four connector pairs and the 80,000 ohm secondary was center tapped. A secondary breakdown (including corona) voltage spec was set for 20,000 kv. Not a single Hammond tranformer ever failed!
There were several additional features that the use of SF-6 made possible. The cell could be curved in a wall the the flat sealing diaphragms on the front and rear, could have interesting cosecant squared pattern.
This could result in this pattern:
However, the lack of time prevented the practical development of these
possibilities in Dayton Wright Associates Ltd. However, Wright Electroacoustics
continued the R&D.
The cleaned up version of the XG-8 was exhibited in the utility version in Maclean Hunter's Toronto Stereo Show.
1970 -1971
XG-8 Mark I with 2740A amplifier Full Range ESL
using a tube type stereo power amplifier
1970 - 1971
XG-8 Mark I with ST300 unit
Full Range ESL
with matching transformer
There was another version of the XG-8 that was more compatible with the home.
| These speakers were about 48" high by
10" deep by 40" wide. They were built in a re-entrant vacuum formed 'bin',
mounted in a steel frame reinforced wooden cabinet. They were produced
both in a utility (the predecessor of the Ontario Pace design) and modern
model as well as a short run of other styles.
The utility model had a two plane front that was directly covered with grill cloth. The modern model evolved from the system shown at the Toronto show. There would be a plywood cabinet covered with rosewood veneer. On the front and rear cabinet, it would be trimmed with an inner and outer solid wood frames. The inner front frame had a vertical piece for stiffening. The vertical piece was grooved on its front edge. This groove had a black spline in the groove over the grill cloth. The vertical piece was about an inch and a half away from the front sealing diaphragm. There was a sealing diaphragm on the rear as well. The interior of the speaker was filled with SF6. By the way, SF6 (sulfur hexafluoride) is
a high dielectric strength inert gas.
The grill cloth was wrapped over the inner front frame and when in place, hid the speaker's construction. This resulted in the speaker having the appearance of being built in two sections lying at a slight angle. The rear outer frame was flat without reinforcing. These ESL's were constructed of eight full
range modules. Each module or 'cell', used a front and a back electrode
or 'stators'. These stators were mounted on a plastic side pieces with
a vacuum formed cross piece serving as the cell isolation resistor holders.
However all the speaker diaphragms were made from #50 HS Mylar (tm). The high resistance coating was changed to a material enveloped by another company for use as an anti-static coating on Mylar recording tape. |
1971 -1972
KEW Loudspeakers a contract design for Hallmark.
| The initial prototypes were built according
to Dayton Wright's design and exceeded their specifications. Five
loudspeakers were designed.
They ranged from the KEW-1 (a small 2-way system) to the KEW-5 (a 4-way system using a reverse transmission line enclosure). However, KEW's management just wanted to be able to exploit the Dayton Wright name. The contract spelled out the conditions of use. The crossovers were cheapened and less expensive drivers were substituted. The result was disastrous. When Wright initiated a lawsuit, the line was dropped. This is almost a classic example of exploitation of a trade name without legal grounds. |
1972 -1973
XG-8 Mark II with ST300 unit
Full Range ESL
with matching transformer
| These speakers were one meter square by
22 Cm deep. Employing a custom aluminum extrusions that could be TIG welded
together to produce a rigid cabinet of immense strength! The possible resonance's
of the cabinet would be damped out by using a non-resilient elastomer as
a cabinet lining.
The aluminum cabinets of these ESL's were finished by using an AnalocTM finish which, in bright sunlight, is a deep burgundy color. As some customers wanted to use the ESL's in stacked arrays, the aluminum cabinets were designed to be locked together in arrays through the use of extruded splines that would fit into grooves in the cabinets. These grooves were designed so that the splines could only be withdrawn sideways. They were strong enough to allow a speaker array of up to 6 x 6 (36 speakers in all). Several different vacuum formed bins were produced. There was an upper-right bin, a upper-center bin, an upper-left bin, a center bin, etc. These were in addition to the 'normal' speaker bin which was designed to direct the sound's polar pattern to be squed upward. The cells themselves were made using injection molded high-impact polystyrene with very tightly controlled volume resistively. The cells themselves were designed to minimize leakage. After masking, the cell electrodes were
made by airbrush spraying conductive silver lacquer on the inner surfaces
of the cell electrode.
These speakers were first built in 1972. However, some of the customers found that this cabinet was too extreme in design, and more of them were ordered with Rosewood 'caps' on the top and bottom of rte speakers. Then, in 1975, Alcan wouldn't store the rest of the extrusion stock and the company had to design a steel cabinet. This was produced in a choice of finishes, oak, walnut and rosewood. The rosewood veneer was selected for color and matching pattern. |
1973 - 1974
XG-8 Mark II A series with ST300 unit
Full Range ESL
with matching transformer
The
new single-bay plastic cell had a lower resonant frequency than
the centrally divided cell. at the same time the leakage through the polystyrene
was halved. A colloidal silver coating was applied with an air-brush to
the
previously masked plastic frame.
| With the production of these ESL's, ten cells could be fitted into the cabinet by a redesign of the bin. New injection molding tooling was too expensive but by cutting out the center rib, the diaphragm resonance could be lowered without affecting the dynamic stability of the cell diaphragm. The leakage resistance was raised as well. Now each cell had only a single active bay. |
1974 - 1975
XG-8 Mark III U3 series with ST300 unit
Full Range ESL
with matching transformer
| With the increase in efficiency of these
ESL's, the company added a dual piezo tweeters at the upper center. It
operated between 9 and 22 kHz. Extensive tests demonstrated that the SF6
loaded the tweeter cone enough to significantly reduce distortion.
Initially, the ST-300 were gray, but this paint wasn't durable enough to withstand professional use in the field. The company changed to a more durable dark-brown black hammertone finish that took epoxy silk screening very well. The aluminum speaker cabinets were now being anodized. The company changed to a frit-blasted finish that didn't show finger marks. |
1975 - 1976 TL-4
Kit Transmission line cone loudspeaker.
| A wide bandwidth 4-way speaker system having excellent transient response, capable of high sound pressure levels. |
1975 - 1976
XG-8 Mark III R3 series with ST300 unit
Full Range ESL
with matching transformer
The plastic cell was changed to a metal electrode in a polystyrene cell frame.
| These speakers were the first to use a
welded steel core.
The top and base were capped with selected wood veneers. The 'R' designated rosewood, 'W' designated walnut, 'O' stood for oak and 'T' stood for teak. However, the new management was trying to cut costs. They had decided to send the (tern plate) metal electrode stampings out for solvent de-greasing rather than use sovent+steam. In addition in the specification and the work order for production, the edges of the stampings had to be placed in the die-set such that the sharp edges faced away from the diaphragm. Several dozen cells had to be scrapped!
Even more errors were made in an attempt to boost production. The plant
was desperately short of floor space. (the whole plant was 2200 squ. ft.)
When one of the staff poured about a quarter-liter of the concentrated coating into a tin-steel container, this caused another problem. One of the new staff tried to cover up the error by using Halo tm) shampoo! This error was based on Wright telling some people who were attempting to build ESL's for themselves, that Halo would function in a non SF6 based ESL. When the multiplicity of errors were found out, panic ensued. No person seemed to know who had made the unauthorized changes! Not only were the diaphragms being contaminated by the oil residue from the cut-rate degreasing and now cells were failing the arc tests. Wright found out that some of the staff had been ordered to retrieve the defective electrode stampings and use them! In addition, someone had tried to cover up the insufficient quantities of the real coating by adding Halo to the concentrate! The standard concentrate that DW had been
using had been successfully used for 5 years without problems. What remained,
was enough for several years of production!. It could only be diluted using
distilled de-ionized water. There was only 100 cc's of the original coating
left, this would limit production to about fifty pair of ESL's. The company
had been buying the high resistance coating from a company that had developed
it for back-coating Mylar (tm) recording tapes. The company
was sold to an offshore buyer and their equipment was dismantled.
Wright had anticipated this and through Wright Electroacoustics, had developed a Viton (tm) rubber-based coating using a colloidal dispersion similar to aquadag. He was doing the research under Wright Electroacoustics and was funding it himself as the new DW management wasn't willing to fund it. He had worked with Viton elastomers as well as PVC latex dispersions (plastisols) in developing a non-oxiding damping coating for loudspeaker surrounds. Wright was not to find out the extent of what had happened until he returned from England! Then the controlling (51%) announced that
the company had been sold to Leigh!
Wright (as Wright Electroacoustics) was still under non ESL R&D contracts with other companies. He made it a condition of the acceptance of Leigh's offer that he would still be able to do non ESL R&D. |
Dayton Wright division of Leigh Industries Limited
Late 1976 - 1978
XG-8 Mark III series 4 with ST300/1 unit
Full Range ESL
with matching transformer
| These speakers were manufactured in Waterloo.
Leigh had moved the plant from Richmond Hill without the notice that had been agreed to in their purchase contract. Wright had already traced down the source of the coating problem. They also took Wright Electroacoustics files as well. No patent had been applied for on the new ESL diaphragm coating. When Leigh finally set up the DW division they insisted on using the contaminated coating on the rejected stampings. The combination suffered from problems! As a result, production couldn't begin immediately. To add to Leigh's problems, Wright realized
that too much that was embodied in the contract wasn't happening. Leigh
wouldn't purchase the agreed test equipment. Wright had two contracts under
Wright Electroacoustics that he hadn't finished. Wright now had to commute
between Toronto and Waterloo every day. After he realized that he
was sometimes working 15 hours a day and never less than 75 hours a week;
Leigh had never had any intention of following the agreements. Wright asked
to be released from his contract, the Leigh management refused. But when
he told them what he had found out, they reversed their position and allowed
him to
resign.
Meanwhile after several months of production, someone in Leigh has decided that as the non-heat shrinkable Mylar (tm) was 30% lighter than the heat shrinkable 0.65HS material, it was OK to use. These speakers all had to be replaced, But, Leigh had shipped some of them to dealers and some of them couldn't be traced! There were some changes in the connectors as well. Leigh tried to use a 'garter retention' type connector as well as increasing the pin diameter from 0.045 to 0.063. But the 'garter retention' was too large for the pins to fit in the molding and Leigh changed the plastic to an amumina-filled material (which broke down under the SF6 and spark erosion. |
1978 - 1980
XG-10 Mark I with IM-10 unit
Full Range ESL
with matching transformer
Watson Division of Dayton Wright Group Ltd.
1979 - 1981 Watson
Model 15
| A limited number of a complex design leaf-tweeter
- cone upper-mid - cone lower mid - cone woofer (from the Watson two 10"
driver design) + a top-mounted 2" ambiance tweeter + a slanting-to-the-rear
6" mid-range ambiance unit. These systems were first shown in a Toronto
show. They were also exhibited at the winter CES show in Las Vegas in 1981.
They were a major departure in cone/leaf driver placement Everything save the subwoofer and ambiance speakers were phase aligned and contained inside a series of inside padded segments. Lateral dispersion was restricted to +/- 15 degrees. As a consequence, sidewall reverberations and short-term echo's were non existent. The ambiance needed to 'soften' the listening room was provides by the upward (and tilted-to-the-rear) ambiance drivers. A Bessel function crossover was used. Sets of speaker-input lacks were provided so that the subwoofers as well as the ambiance units could be powered by their own power amplifiers. A 50 watt L-Pad could be used, if needed, with the ambiance speakers. an external time-delay unit with a graphic equalizer, could also be used. Following the lead of Aeolian-Skinner and KLH, a series of ambiance speakers could also be used. |
Dayton Wright Group & Dayton Wright Group Limited
1981 - 1984
XG-10 Mark II with XIM-10/11 unit Full Range ESL
with matching transformer and leaf tweeter
| These were the first ESL's produced after
the new company was formed.
Wright changed the connector blocks material back to the material he had used, and the connector breakdowns stopped! The speakers were redesigned by Wright
to employ a leaf-type tweeter operating at a crossover frequency of 5.5
kHz.
There were two versions built to allow Dayton Wright Group Limited to service the Leigh ESL's through offering a partial rebuild or a full rebuild. The color of the serial number late on the bottom of the speakers distinguishes between the types. Those with purple and white plates have been rebuilt for customers and should not be used with the XIM-11 as only the defective cells were replaced! These cells were not designed for, and will not properly function with the higher bias voltages supplied by the XIM-11! ESL's built by The Dayton Wright Group Limited carry a green and yellow serial number plate. they may be used with either the XIM10's or the XIM-11's. These ESL's have EHV cells which besides having much higher diaphragm coating resistance's, have the cell selected areas of the plastic frame coated with a silicone resin anti-track coating. |
1984 - 1988
XG-10 Mark II with XIM-10 unit
Full Range ESL
with matching transformer and leaf tweeter
| These ESL's were also made with a optional centrally mounted horn-type leaf tweeter using a variable rolloff horn. The lowest frequency where the loading started was about 300 Hz. Full loading of the horn wasn't effective until 6,500 Hz. |


Centrally Mounted Horn-loaded Leaf Tweeter
1984 - 1988 XG-10
Mark III EC with XIM-12 unit
Full Range ESL
with dual matching transformers

Control Unit for Stereo Amplifier
| These ESL's were produced with dual transformers on each channel. The first one had a 1 to 300 turns ratio (primary to secondary). This was wound on a C-core with a special alloy. The use of this transformer allows the ESL's to operate with a much higher efficiency. The next transformer (also wound on a smaller C-core) operates in series with the first one. There is a feedback unit that modifies the power amplifiers input to reflect the loading errors in the ESL's. In the feedback unit there is a phase and level compensation as well as a circuit to protect both the amplifier and the ESL's from overloading caused by positive feedback. |
1981 - 1982 X
6's High coherency
speaker
| Only 35 pair of these speakers were made
-they were too expensive to manufacture as the cost of selected veneers
had skyrocketed!
A redesign used grill cloth to cover the whole woofer cabinet with a vertical spline st the back. The tweeter and mid-range units were mounted on top in separate small cylindrical enclosures. This arrangement allowed the mid-range and the tweeter to be phase aligned with the woofer. |
| The company found that it was producing
too many speakers for the driver manufacturer to handle. The manufacturer,
had a problem with the quality control of the higher power mid-range.
Production had to be stopped until Dayton
Wright Group's specification's were met and adhered to!
Audax seemed to have a very cavalier attitude to quality control and every driver had to be checked for conformance to specification. The rejects reached 72%! Wright found out the that the problem was that Audax was using a low-temperature-fusing enameled wire for the voice-coils rather than use the higher-temperature-fusing (and more expensive) wire that was on the specification. Wright called for bids on the specifications. Only two manufacturers responded. Both sent samples. Neither one passed! |
1982 - 1988 LCM
1's Low Cost Monitors
| Once again Audax was involved and once
again they couldn't or wouldn't meet specifications. Wright was forced
to fly his Cessna 182 down to pock up two shipments that were supposed
to be shipped using air freight and were shipped by sea.
Finally (almost two months after they had agreed to comply) (and only after the Canadian Embassy's trade representative held a number of meetings with Audax) Audax shipped part of the make-up to cover the rejects. However even though Audax had agreed to pay the freight, they tried to 'stiff' the carrier with the bill! |
1982 - 1988 XAM
4's Extended Range Monitor Speaker with Ambiance
1982 - 1988
ICBM 1's Sub Woofer
1983 - 1988
DW 535 - 6 Ifranoise pre-preamp
1982 - 1988
DW SP2A Mk2A, Mk 2B and Mk 2M
The Background Continues:
Dayton Wright Associates Ltd., was established in February 1968 to bid on the speakers for the Ontario Cinesphere. The ESL's were designed around a vacuum formed reentrant "bin". The first sets of these speakers were utilitarian to keep the costs as low as possible. Housed in a open plywood frame about 40" x 48" which had a welded steel 3" wide & flat reinforcement frame (rabbetted under the finish veneer). As the company was on a deadline set by the Ontario Place audio system contractors.
Wright had used several unusual design features in his ESL's. He used the resonance in the SF6 in the rear cavity to act as a moderate Q resonator to produce a phase-shift similar to the one employed in bass reflex speakers. Although it wasn't as effective in ESL's, it was sufficient to extend the low frequency rolloff past 40 Hz! As all the cells were front loaded by the SF6, this increased the piston area to 36" by 45". As the cells were also inclined, the diffraction effect of the SF6 more than tripled the angular dispersion!
The contractors for the sound system in the CineSphere, were operating a Sound System and Mixing house in Toronto.
Dayton Wright Associates Ltd., was reminded again that, according to the contract that had been signed, the prototypes had to be made using the finished tooling to save time! The company had been told that they would be required to deliver fifty pair of speakers when Dr. Toole of the NRC approved their performance.
The specifications were:
Maximum SPL of 98 dB at 30 feet,
Frequency response from 60 Hz to 6000 Hz plus/minus 6 Db.
To operate from a Crown (or the equivalent) 200 Watt (per channel) power
amplifier.
Providing the company met these specifications, they would be awarded a $80,000 contract for the surround sound loudspeaker system. The Ontario Place sound system people would send one of their staff along as an observer!
Dayton Wright Associates Ltd., both called and confirmed by mail, that the agreed upon deadline had been met three weeks early. NRC had been notified as well and Dr. Toole confirmed that he been advised by the Ontario Place sound system people that Dayton Wright Associates was bringing up the ESL speakers from Thornhill in October.
The new speakers were trucked to Ottawa for testing.
However the Ontario Place sound system people were not there. After a delay of about an hour, the tests were completed. The speaker system passed easily.
The speakers were trucked back to the plant and the company tried to find out what had happened! The company was informed "that as there was no possibility the testing would be completed in time, that the contract had been awarded to Altec Lansing's Canadian distributor on the twenty-fifth of November and we had been notified by registered mail! But they couldn't produce either the letter or the registration receipt.
In February of the following year, the company found out that the Altec Lansing speakers for the surround sound had been sitting at the Altec Lansing's Toronto dealer since August the previous year. The company also found out that the $80,000 had been spent in Montreal for a Speaker Balancing system (worth at most $15,000. The company that had been awarded the contract was owned by the Ontario Place sound system people!

Dayton Wright Associates Ltd., had almost been put out of business by this! However, they had decided to exhibit at that Toronto High Fidelity Stereo Show in October using the same pair of speakers that were tested at NRC. They had to use MacIntosh 60 watt stereo amplifiers with their own prototype preamp.
The show was enough of a success that Canadian distributor signed a letter of intent. He asked them to make a pair of sub-woofers to fit under the ESL's. Two Steven's 15" woofers were to be used, one in each sub-woofer cabinet. The speaker in each cabinet was to be backloaded with an inverted horn. There was a butyl impregnated fabric (this was developed by Miner Rubber Company in Canada, for use for protection against nerve gas); the butyl was behind the grill cloth and on the bottom of the cabinet as well. He also photographed the speakers. When the sub-woofers were finished, again the Canadian distributor took photos of the ESL's with the sub-woofers. As the cabinets were sealed, the would be Canadian distributor couldn't tell what was inside!
However, he, as it turned out later, really wanted to sell the company to Crown! But the company didn't realize this.
The engineers from Crown visited Toronto to listen to the system. Only then did the people of Dayton Wright Associates Ltd., find out that Crown wanted to buy the company!
Several years earlier, Wright had almost the same thing occur. It cost him several thousands of dollars. He was not about to have it happen again. The people from Crown were told by the erstwhile 'Canadian Distributor' that HE was the inventor of the ESL system that they had heard.
Needless to say, no deal was made!
About a year later Crown produced their combination ESL and cone speaker system. It looked like a scaled down version of the Dayton Wright system. Both sizes of Crown's system used RTR tweeters (ex Janszen).
An alternative plan had to be developed!
It was decided to produce a system that could be used in large homes.
This evolved from the system shown at the Toronto show. There would be a plywood cabinet covered with rosewood veneer. On the front and rear cabinet, it would be trimmed with an inner and outer solid wood frames. The inner front frame had a vertical piece for stiffening. The vertical piece was grooved on its front edge. This groove had a black spline in the groove over the grill cloth. The vertical piece was about an inch and a half away from the front sealing diaphragm. There was a sealing diaphragm on the rear as well. The interior of the speaker was filled with SF6.
By the way, SF6 (sulfur hexafluoride) is a high dielectric strength inert gas.
The grill cloth was wrapped over the inner front frame and when in place, hid the speaker's construction. This resulted in the speaker having the appearance of being built in two sections lying at a slight angle. The rear outer frame was flat without reinforcing.
The outer trim frames were painted a dull black. Both the front and rear outer frames had a wide lower cross bar. At the rear, this provided clearance for the HV connectors, This differed from the system designed for Ontario Place where the HV connectors were at the upper rear of the speakers.
These "finished trim speakers" were called XG8 Mark I's and were in production for two years.
Because part of The Ontario Place Sound System had been contract had been signed and their commitment to the company had been broken, Ontario Development Corporation suggested that the company should apply through the Ontario Development Corporation for a $100,000 R&D grant. It would be used to produce a second generation ESL.
This was done in the late fall and in February under an Order In Council, ODC publicly announced that the application had been approved! Now new tooling could be purchased! As the strength of the steel frame reinforced wooden cabinets used for the Mark I's wasn't up to severe shipping abuses, a new design was laid down. This would employ a custom aluminum extrusion that could be TIG welded together producing a rigid cabinet of immense strength! The possible resonance's of the cabinet would be damped out by using a non-resilient elastomer as a cabinet lining.
The cells would be injection molded of high-impact polystyrene with very tightly controlled volume resistively. The cells themselves were designed to minimize leakage as well. A bulk plastic manufacturer was selected using samples provided to Dayton Wright. The source for the material was written into the contract for the plastics molder. A consultant at ODC was retained to perform the resistance tests.
The first run of the new design (the XG-8 Mk II's) were even more efficient than expected. Four pair were built using the sample run of cells. They were used in the Audio Show and the company received orders for over forty five pair.
There was a delay as each batch of cells were tested for the requisite volume resistively. Each batch passed. Therefore, production was begun as soon as the QC's plastic cells were available. But the new cells didn't meet the expectations. Production was halted while the consultants tested the plastic. The volume resistively was terrible. The plastic company tried to cover up but Wright had the actual plastic analyzed! None of was made by the designated manufacturer!
Under the threat of a lawsuit, one of the lab technicians spilled the beans. He had been ordered to supply ODC with the plastic used in the pilot run! As there was still materials left for over ninety cells, this meant the fraud could continue until all their production had been delivered! They hadn't anticipated that Dayton Wright could start to manufacture ESL's that soon.
The matter had to be settled out of court as Dayton Wright couldn't withstand the two year delay in their ESL production! A new run was made using the proper plastic. Even so, it took almost three months to ship!
By the time that Dayton Wright Associates Ltd., started to produce the new XG8 Mark II's. (Ontario Place was using the Imax system was used there to project 'North of Superior'). That year Mosfilm's Sound and Motion Picture experts were in attendance. Somehow word of the high sound level ESL's had reached them!
Dayton Wright Associates Ltd., put on a demo, and they were so impressed that they extended an invitation to the company to exhibit in the International Film Festival where Mosfilm was the sponsor of this trade show!
The Canadian Gov't told the company that they would underwrite the costs of the freight, air fares, and all other travel expenses for two people. However, Dayton Wright Associates Ltd., must be prepared to sell the ESL's at a nominal price. The staff at the company waited for the final allotment to be paid as all the numerous documents had been signed four months earlier. Nothing!
Finally, almost two months after the International Trade Show in Moscow was over the people at Dayton Wright were called. The Deputy Minister involved had finally had all the needed approvals! The company had to inform them that the show had been over for a couple months already!
So much for Gov't assistance!
Dayton Wright produced several types of audio equipment from 1969 to 1988.
The Dayton Wright Group Ltd., went on to produce the XG10 Mark III's.
Staff training
In order to obtain good workers, the company went to Canadian Manpower proposing that if they knew or any high school drop-outs that had realized that they could not advance themselves without technical training. The company was willing to take the risk of offering a limited number of jobs. If the trainee had learned to think for himself, and had self motivation, he could learn the needed skills. The key was self motivation combined with just enough guidance to prevent serious mistakes. Any serious mistakes could be detrimental to building self confidence. There is a very fine line separating the two.
Standards and Innovation
In the '60's, most audio equipment had either gold anodized panels or painted panels. Dayton Wright were one of the first audio manufacturer's to make black anodizing standard. They called it "The Basic Black Line", They were the first company to realize that the serious audiophile was not so much interested in "Bells and Whistles" as solid performance. They decided to produce a basic preamplifier that had only a volume and balance controls, a power switch, three inputs (two phono and three high level), switching for mono/stereo and tape dubbing.
They reasoned that serious audio dealers needed only the basics to demonstrate other equipment as with more elaborate set-ups, it was too easy to fudge comparisons. This way, Dayton Wright pre amps could obtain more public exposure!
By concentrating on performance, their preamplifiers could have the advantage of a greater allocation of R&D funding devoted to feedback, TIM reduction, phase compensation and feed forward techniques to reduce high order distortion.
The result was the SPM preamplifier which had evolved from the 'training
preamps' built by the staff for their own use. Two years later the more
advanced SPS went into production.
Environmental Considerations
Early in the company's planning they were faced with the problem of purchasing reliable high voltage supplies. The ESL's needed voltages in the order of 12 KV. The current was minuscule, about 20 uA. A resistor string totaling 100 Megohms had to be used to enable the ESL's to operate in a constant charge density mode to obtain very low distortion!
They were especially concerned about the transformer oil that was then used to insulate high voltage power supplies. Rumors had started to appear about 1968 that the oil then used in high voltage transformers could be toxic as it contained PCB's. The company called several US manufacturers of high voltage power supplies and eventually found one in Florida that was willing to supply it. Dayton Wright's specification was ten years minimum continuous operation with less than 2% failure rate. The power supplies would be tested at 140% of the normal supply voltage for a period of three months.
The tests were carried out on two HV supplies and were successful! Fifty HV supplies were delivered. These supplies were over-voltage tested for three days. all passed. About 28 speaker systems were delivered after two months of testing at normal line voltages. But the HV supplies on some speakers failed after about three months of use! The company then sent an extra HV supply for each dealers customers and made arrangements to pay the costs of service calls. However, the company then found that in the majority of cases where a speaker/interface unit (containing the HV supply) failed, the customers had started to use the ESL's at full or near full amplifier output. Most of them had switched off the interface units when the system wasn't being used!
This was contrary to the instructions the company had given both the dealers and their customers. But, where the dealer or his technician had actually installed the speakers, there were no failures.
Canadian Standard's Association had insisted that the interface unit HAD to have a on-off switch!
The company then ordered fifty more HV supplies as they were now short of stand-by stock. The new HV supplies were slightly smaller than the previous units. Wright immediately quarantined the new units and sent one to have its oil analyzed. As expected, the oil contained the potentially toxic stabilizer PCB! Dayton Wright Associates Ltd., shipped all the HV supplies back to the manufacturer.
The company shipped several pairs of ESL's to dealers for a field trial. The dealer were not invoiced as they all had understood and had agreed that the ESL's were not to be sold. But in spite of this two dealers sold them. A reviewer for Absolute Sound bought a pair of the Black Aluminum Cabinet XG-8 Mk II's. He insisted on turning off the HV supply and, his speakers burned-out as the power-ampifier saw a very reactive load and went into oscillation! He insisted that the Hammond transformers had failed. The company shipped two new transformers prepaid. When the 'failed' units were received, they were taken to Hammond's plant in Guelph. Both went through exhaustive tests, and passed!
The company then asked that the speakers be shipped back at their expense. They were unpacked upon their arrival. The new Hammond transformers had not even been bolted down! The interior of the ST-300 was a mess as each transformer weighed about 39 pounds.
Nevertheless, they were repaired and returned prepaid. even though the dealer's account still showed that the company had only been paid about 30% of the preliminary invoice that had been sent six months after. the XG-8's had been sold.
But the company had to find a replacement HV supply! They started to install tube rectifier based triplers but there were not enough to fill the orders. By this time, reliable high-voltage silicon diodes were available. They then contracted-out for a ground-slate-and-vacuum-impregnated 4 Kv transformer. The first batch were tested on a Hi-Pot for corona leakage. About 70% passed. The failed units were marked with a fluorescent spot. The next batch were delivered and this time around only about 40% passed.
Once again they were marked and shipped back only by this time the company was attempting to qualify a new supplier.
When the replacement HV supplies arrived all were checked under UV. The majority had the telltale marking and, under Hi-Pot testing they failed again.
As a consequence, almost no ESL's could be shipped until the first batch arrived from the new supplier. Each transformer went through several repetitions of the tests and all passed!
Full production on the XG-8 Mark II ESL's resumed. Because the source we'd been using for the diapragm coating was involved in a patent dispute we could no longer count on the source. We began to have doubts that the high resistance coating would last for twelve to fifteen years. In August 1975, we began the development of a dag-based very high resistance coating for the type HS Mylar. Our intent was to silk screen the coating in narrow parallel bands thus increasing the surface resistance across the cell diapragm. I visited Atcheson Colloids in late September and brought back various samples of matetial. The problem was locating the right mix of solvents that would result in a stable diutant for the Dags. As the smell of the solvents was too much to be used in our Industrial Road facility I was able to lease a vacant unheated storage area where the area was going to be torn down sometime in February 1976. By October, we had a formulation that could be applied by silk-screening. I was able to test it in late October of unfinished pair of XG-8 Mark IIa's in my Essex Avenue apartment. By April I moved them to the plant for an overload trial over a weekend. By the beginning of the week I had enough data so I scrapped the ESL's and put the the ST- 300 back in stock.
In January I knew that something was wrong with the diapragm coating but I couldn't pin it down. I suggested to Jerry Olma that we should invest in an Orion Silk Screening Machine as we were hand-screening far too much ourselves. With the proper jigs we could amortize the cost of the unit in two years.
In the meantime, the demand for the SPS preamplifier was increasing. After
the first small run which were built as training aids, the company wad
standardized the design. The aim was to design the SPS so that it was modular.
Once the two small Dimco-Gray fasteners on the upper rear of the cabinet
were released, everything slid out the rear. Several Allen screws
held the mother board in place and by removing the two front panel knobs
and their nuts that held the volume control and balance pots in place,
the preamp could even be stripped in the store. The intent was to provide
a single-unit-assembly to provide a spare preamp to the store. If anything
went wrong with the unit, the essentials of the preamp could be replaced
in 15 minutes.
By placing the RCA type connectors on
the slightly recessed top, the connections could be made quite easily without
having to scramble through a rat's nest of cables.
The company started to use gold-plated jacks, first on the two sets of phono jacks, and eventually on even the high level jacks as well!
The shiny black anodized aluminum panel showed every fingerprint! The designer spent four months developing a finish that could be silk screened in sharp detail, but wouldn't show fingerprints! Finally a low pressure frit-blasting process was perfected. By masking off the edges the hard shiny edges remained with the softer stippled area forming the main panel. An Epoxy screening mixture was formulated to bite through the frit-blasted area so that the epoxy couldn't easily be chipped,
The new finish was shown for the first time at a dealer-only pre-showing before the 1976 CES Chicago show! But one of our Japanese competitors obtained access. Their equivalent line had a soft silvery finish. The DW staff later found out that their competitor had delayed the preview of their line until they had duplicated the DW finish!
Leigh had held off their final offer pending the receipt of dealer-signed orders.
Skull-duggery or perhaps it had been carefully planned Dayton Wright Associates Ltd., found that their sales manager was pushing Leigh's the takeover. He signed all the dealer purchase orders rendering them useless as part of the bargaining process.
To backtrack about three months will make the Leigh Instruments raid easier to understand.
In the late spring of 1976, the company was raided when the founder was
in England visiting their European Distributor in Belgium and setting up
an exhibit at the Heathrow Audio Show for their English Distributor.
Upon hs return he found that the company
was in the process if being sold to Leigh Instruments in Waterloo, Ontario.
Leigh had suggested that all production had be put on hold pending Leigh's takeover using the excuse that they wanted to take their own inventory of pending orders and work in progress. However, by the time they had delayed production for two months, the financial status of the company was no longer healthy.
As expected, Leigh's offer was very much smaller than the controlling shareholders
had expected.
Because of the time delay, stockpiling
for shipments for the 1976 fall season was way behind schedule!
As the company had by this time been able
to attract excellent staff both in production, quality control and engineering,
if the company was going to have any future, production had
to resume immediately!
Leigh had committed themselves to not attempting to move Dayton Wright Associates Ltd., to Waterloo until the early spring of 1977. Until the move, no staff would be laid off. If any of the staff couldn't move to Waterloo, Leigh promised compensation.
At this point Wm. Wright had no choice whatsoever. Dayton Wright Associates Ltd., was sold to Leigh Instruments!
However as soon as the sale was finalized, Leigh broke their promise and fired some of the staff and closed down the building on Industrial Road in Richmond Hill. They dismantled the heavy equipment as well as sending the test equipment to Waterloo. During the move all of Wm. Wright's personal files including medical research papers relating to neuophysics were shipped to Waterloo.
When Wright protested, he was told that Leigh needed the file cabinets themselves. He stated that these were locked as the contents were Wright's private files and they were so marked and locked with a half inch diameter vertical steel rod that went over the top of the filing cabinet and with a hasp bolted on the top of the cabinet with a steel backing plate under the filing top. He had purchased the used cabinet so he could store these papers where they would be secure. My apartment had been broken into three times. The cabinet was placed at a location that wasn't obvious. Gary McWilliams tendered his apology and was told that Manina had gived the order because of their consolidation. Wright was shown several two by three cardboard cartons of loose papers and was told to cart them away.
Wright had to rent a panel truck and started to go through the piles of papers, When he tried to move them out to the panel truck, he was stopped by Leigh's security guard and was informed that they had called him and told him the papers were not to be moved until each was inspected! Wright called the police and as he had a photograph of the locked file cabinet with his name stenciled on the side it was plain that the contents were personal. So Wright was allowed to load them into the truck. Another stalemate! Wright was never able to recover almost 17 years of R&D. He had only the double drawer file cabinet he had kept at home! Not an auspicious beginning!
One problem occoured after Leigh bough Dayton Wright Lld., Leigh move my Jaguar XKE out to the parking lot on 50 Industrial Road and sandwiched between two Large Steel Bins so I was unable to move it. Four times I asked Leigh to move the bin nearest the street as it was full. Each day I went down to my old plant. The bin hadn't been moved. Leigh had made the arrangements for the bins; so I asked Leigh to give the telephone number but as it was always another person at Leigh who has arranged it I never got an answer!
The forth day I got there at 7:AM. The XKE had been completly trashed; so I called the Richmond Hill Police. Apparenty two young relatives of the Richmond Hill Air Conditioning company had got into the Beer Fridge and wrecked his three half ton service trucks! But one lad had been wearing running shoes with a large chunk missing from the sole. To the police it was obvios that he'd been jumping in the hood and roof as his foot marks were in a lot of places. He had smashed in the front and rear window and fragments of the shattered glass were inbedded in the sole of his shoes. There were even scrapes of imbedded glass fragments.
The damage was assessed at $3500, and I had to file charges. The owner of the Richmond Hill Air Conditioning company was liable for providing beer to under age kids as he had admmitted that they knew where he kept his beer; he even admitted that he had given them beer!
I was astounded when no charges were ever filed. I had $2480 of sheet metal parts waiting to be used on my XKE!
Leigh told me it was my fault for leaving there in the first place.
Reaping the consequences
Wright found that now he couldn't function as he still had Toronto based R&D commitments to fill while Leigh Instruments wanted to use the same test equipment for QC (which at Richmond Hill had been done in the evening) but in Waterloo took all day. Even worse, the test equipment at Leigh Instruments was outdated!
After four months of working 15 hours a day and having to commute between Toronto and Waterloo every day as well, Wright had had enough. He had been assigned an partitioned office beside the punch press department. Even the talking on the telephone was useless. Having a background in computers made him suspicious when he found that Leigh Instrument's cost-plus contract for Canada's new postal sorting equipment was using the same labor account numbers as Dayton Wright!
He also noticed that there were too many complaints from his older Dayton Wright Associates dealers about being charged for three to four times the number of speakers etc. that they had ordered!
Management was, perhaps, trying to pad up sales?
He received conformation when he learned that a major block of stock was tied up, not to be released to the new directors until certain sales goals had been met!
Then on the eve of the annual shareholders meeting a major block of shares was transferred under "strange" circumstances and Leigh's own lawyer ruled that the last minute stock purchaser was OK.
There were also strange tales about the "High Security Barn" and the purchase of radar trailers by the US division of Leigh!
When Wm. Wright asked to be released from his contract, the Leigh management refused. But when he told them what he had found out, they reversed their position.
The Watson Lab Story
A month later he became one of the founders of Watson Laboratories Ltd. Because Wm. Wright had been designing ESL's for at least twenty-five years, he could not produce any type of ESL for at least three years. However as the new company was established to manufacture cone type speakers, there could be no conflict of interest. But that did not prevent Leigh from trying to stop the new company in its tracks. When the first three models of the speaker line (named the model's 5, 7 and 10, one former Dayton Wright Associates Ltd., employee visited the new plant on Rena Road in Missasaugua, Ontario where he heard a stereo demonstration and saw the Watson Labs Model 5 and their Model 7.
Less than a month later, Leigh had 'designed' what appeared to be a duplicate of the Model 5 using a ten inch woofer. Once again Leigh claimed that Wright was acting against the best interests of Leigh and threatened a lawsuit. They cited the fact that Leigh had purchased Marsland who had manufactured cone type speakers for over twenty years and that, therefore the Watson speakers (in the form of the Model 5) was a copy of one of their numerous prototypes.
But Watson Labs reply was if that there was any merit to Leigh's claim, it would be evident at the next CES show in Chicago. The dealers could be the judges!
When the dealers found that the Watson Labs Model 5 was much superior than the Leigh equivalent, they began to cancel the orders for the Leigh speaker. By the end of the show and the follow-ups afterwards, it became self-evident to Leigh that their speaker could not attract enough orders to be viable. Leigh canceled the production run.
What galled Leigh, was that at the same CES the Japanese Audio Industry presented Wm. Wright with a scroll and a framed set of swords to honor him in recognition of his personal contribution to the industry! They had tried to make the presentation at the Dayton Wright room, and when they told he was in the Watson display, they moved there for the presentation. Once again, Leigh protested. But both the translation from Japanese and the English text below, made it quite apparent that it was a personal presentation rather than to the company!
Now Leigh tried to discredit the designer himself. Numerous stories were released to the press and the industry about how Wright was incompetent as a designer and the speakers were never reliable. Wright had copied all of the files relating to any customer problems before Leigh had purchased the company and had the foresight to move the files to a safe place.
Wright sent duplicates of these files to Leigh's council and threatened a counter suit!
Watson Labs produced three cone-type loudspeakers. The Model 7, the Model 10 and the model 15.
They went on to produce a smaller unit, the Model 6 which the first cone-type
speaker to exhibit square wave response from 50 Hz to 3,500 Hz. Though
the use of Letters of Credit they started exporting speakers to Japan.
By this time the
patents on The Use of Gasses with a Differing Speed of Sound Than Air was
in the process of being granted to Wm Wright as Wright Electroacoustics.
Watson Labs now produced an eight speaker coffee-table-type sub woofer. This unit had all the speakers firing downwards. It functioned as a stereo system as the two speaker compartments were separate. It had a frequency response from 14 Hz to 120 Hz and was rated at 400 watts per channel RMS.
Watson Labs eventually made contact with a Japanese Distributor, Fine Products International, at the CES show in Chicago. FPI wanted certain cosmetic changes. The rear and front grills had to be removable and they wanted the Rosewood trim to be rounded at the front and back. Wright had costed several variations on the Model 10's and submitted a quote at the show. FPI agreed, and a Guaranteed Letter of Credit was opened for one pair of Model 10 J's.
Watson Labs Banker's agreed to a Canadian Government Guaranteed Loan for $100,000 However, the Canadian Government stipulated that Watson Labs open a prepaid insurance policy for $250,000 with the Canadian Export Development Insurance Corporation. Watson Labs was not allowed to ship anything until the insurance policy was issued. In vain, Watson Labs pointed out that the Letter of Credit was already issued and was informed that CEDIC had to protect Canadian companies against fraud - but avoided the issue of how a Letter of Credit guaranteed by a Canadian bank and drawn on Japan's largest bank by a company with impeccable credentials was required to prepay over $5,000 in insurance, especially when the policy would effectively start on the day payment was received and there would be no coverage for at least an estimated three months. Watson was informed that they had to take it or leave it!
The speakers were completed in August and couldn't be shipped until January
when everything was finally approved. By this time, the bankers realized
that the so-called Canadian Government Guaranteed Loan for $100,000 had
so many conditions that were last minute additions, that it wasn't
workable and proposed that the bank would grant a loan of $50,000 itself,
if their collateral demands were available. They agreed to the collateral
Watson would post - their due diligence report together with the advance
copy of the ad seemed to convince them.
Meanwhile, Fine Products International started their advertising program.

Their first magazine advertisement appeared, and several more followed.
Now, time was of the essence. everyone had now done as they had promised
and only the bank's paperwork had to be signed
Wright also agreed, and signed the loan papers. Two weeks passed and Watson was informed that the loan couldn't be granted, however the collateral that Wright had signed for as a condition for the grant of the loan, wouldn't be returned from the bank! This was illegal under banking law.
Wright turned to a merchant banker who was used to writing back-to-back Letters of Credit. Everything was approved for a maximum of $120,000. Watson Labs bank at this point was owed $5,700. But the Watson Labs bank refused to divulge any information to the merchant banker even though the necessary forms were signed. We now know, that they had placed themselves in an impossible position. Either the bank had to return the collateral or they were required by law to divulge everything the merchant banker had requested. The manager went on vacation!
So, Wright turned to the Federal Business Development Bank. The manager granted the loan in two hours.
The first twenty pair of Watson (Model 10-J) speaker's were shIpped air freight. They were inspected, and the Japanese ordered another $50,000.
However, a new temporary manager had taken over the Watson account at the FDBD - and the stalling started. In spite of this, the Japanese order was completed on time.
But the Watson plant was broken into over the week-end and, in spite of the very secure storage lockup inside the plant itself, most of the order for Japan was gone.
Part of the Model 25 subwoofer order had been placed in another area and the thieves missed this. This part of the shipment was made. As Watson Labs was insured against fire and theft, work was started on a replacement shipment. An inspection was made and the inspector agreed that the locks were cut off with bolt cutters and the robbers had backed a van against the loading dock door and had used two crow bars to force the roll-up door.
Then the insurance company refused to pay, claiming that their agent hadn't 'bound' the policy correctly and there had been a technicality that let them off the hook. The lawyers got involved and by the time a hearing date was set, too much time had passed and the company had to go into bankruptcy.
Interesting enough, some of the order for Japan appeared in Stereo Dealers in San Francisco - because of their distinctive trim they were easy to spot. After Wright was able to get Dayton Wright Group Ltd., going again, he was able to buy a set of Watson 10-J's in a stereo store in San Jose but the dealer had taken them in as a trade-in and as the customer had paid in cash, there was no trail to follow!
The Recovery
Some of what follows was excerpted from an interview with Wm. M. D. Wright in 1987 and was © 1987 Steve Morris. This material is included here with his permission.
By this time Leigh themselves were in a financial bind. Some of their dealers started to cancel orders. Returns were increasing.
In 1985, the new management at Leigh called Wright and said that they had decided to 'downsize'. Some of their buildings had to be sold!
They invited Wright to visit them in Waterloo and when he was there, gave him a complete list of the plant machinery, tools and inventory. Wright pointed out that when Leigh had purchased Dayton Wright Associates Ltd., they had received the first shipment of the nickel-plated pre-punched electrode stators. Leigh had no 'change notice' about the plating. Again Leigh lied and as tern-plating was cheaper all the electode stock was made that way. Wright pointed out that on the specifications he had made, tern-plating was explicited prohibied. When Wright pointed out that once again Leigh had lied, they offered to have the plating stripped and replated with nickel, but if the cost was too much, Leigh would assume the cost of the blanking all of the replacment stators, including all the shipping costs and duty. This never happened.
After about a month, a deal was made. Wright was assured that the new company would be responsible only for the warranties on ten pair of speakers. Six had been shipped to Leigh for repair. That would leave four as a margin.
The deal was signed with the new company "The Dayton Wright Group Ltd.,"
But what Leigh claimed could be moved in six trailer loads was really eleven plus two van loads of partially built preamps, test equipment and small tools. Even so, some of the test equipment, and machinery named on the signed contract was missing! It transpired that $18,000 of the test gear had been sold to a loudspeaker company in Markham, before Leigh had agreed to the deal. All of injection molding based tooling missing. The value of that tooling was well over $130,000. Leigh assured us that a Leigh had contracted it out (a normal practice), and as it was Leigh's property when the contract was signed The Dayton Wright Group Ltd., Leigh would get it back. There was more to come. One punch press used to attach tab-connectors to the wiring harness in the ESL's was missing. Wright was not allowed into the pant to locate it. But at lunch time he took a chance and entered by the side door. The unit was there!
By this time the Forman had been summoned. One person with management claimed that Leigh had bought the press themselves two years earlier and that Dayton Wright Associates Ltd., in Richmond Hill, never had it at their plant.
However, Wright released that the equipment had never been moved off the shipping crate base! He went over and tilted the press base, Clearly still marked there was "Dayton Wright Associates Ltd. 50 Industrial Road, Richmond Hill, Ontario.
He had to demand that Leigh's Security Guard notify the Waterloo Police as Leigh was attempting to steal a piece of equipment named in a signed contract. Wright had a copy of the contract with him!
Faced with, this the plant workers were ordered to move the press out to the truck.
But there was also a "fume hood" that was also in the contract!
Leigh was using it on their production line where they were 'foaming' equipment into its shipping carton! Leigh then agreed to drop the contract price by $8000. Once more Leigh assured us that it was Leigh's responsibility to recover the missing tooling and they would even assume the costs of trucking to our new plant.
It took "The Dayton Wright Group Ltd., another two months to start even limited production. They soon found out that over forty customers had been told before the sale was finalized that a new company had bought Dayton Wright Associates Ltd., and they had agreed to provide five years of warranty coverage. In vain, Wright even sent out certified copies of the contract. The people went to other lawyers. All of the plastic injection moulding dies were missing and Leigh assured Wright that the knew where they were. More BS! Wright knew
Leigh had started to use a non-heat-shrinkable Mylar (tm)) for at least four or five months of production. This wasn't reflected in any "Change Notice" so it was felt that was deliberate!
The Difficult Years
Dayton Wright Associates customers expected that even Leigh's botched ESL's would be covered under warranty. The new company took them back only the customers understood that the defective Leigh ESL's would be repaired for the cost of the parts plus the labor charges, only as a courtesy to the original purchaser! Shipping to and from the plant would not be covered! But some audiophiles tried to take advantage of even this!
The staff at the plant had to spend an average of three hours per shipment trying to trace the dealers who has sold the customer the speakers! The found that about 42% were second hand! About 7% were third hand. The staff found that 14% were built two years before Leigh had purchased Dayton Wright Associates Ltd,. and any warranty had long expired! But there were repaired anyway and the P&L charges were reasonable!
More of what follows was also excerpted from his interview.
During the period from 1981 onward, Wright pursued his interests in neuophysics. This had started back in MIT when he wrote a term paper on the possibility of using a diffraction grating light source to act as "A complex optical filter to classify sonar returns". Coherent light from lasers weren't yet invented. But when he proposed using this as a possible master's thesis, all hell broke! As Dr. Harold Edgerton was his advisor at the time, when MIT's Division of Industrial Cooperation seized his notes.
Dr. Edgerton "suggested" that Wright go back to Canada until the heat was off. Remember that this was in the era of Senator Macarthy. It was damn good advice. Dr. Edgerton pulled some strings and Wright took a job with "The Hydro-Electric Power Commission of Ontario" as it was then called. They were advised to bury him at a construction site as far away from their head office as possible, Wright was assigned to Whitedog Falls GS. This was about 1200 miles from Toronto.
Fate took a hand. Whitedog Falls GS was only 45 miles from Minaki .where Wright's parents had retired. But there was no road then. The road took about five months to be built to Pistol Lake (6 miles from Minaki) where Ontario Hydro had the CNR establish a railway siding. Ontario Hydro had built several warehouses, a steel yard and a cement silo. As Wright had taken surveying at MIT, he was initially assigned to construction camp survey work. But within two months his blueprint reading skills were in demand. As he had his electrician's papers, he was put in charge of marking and inspecting the rebar welding. Then when they found that he had two years experience in scuba diving, (both the British oxygen and the Costeau-Gagnon compressed air) he was asked to write the commercial divers exam. Their cofferdams were leaking and it was well below zero! Hard hat divers were too clumsy to work in the fierce eddies around the cofferdams.
To put wages into perspective, at the time when Wright was working as a diver his pay was over $3.75 an hour . Junior engineering staff were making about $1.20 an hour.
Wright was eventually working as a field construction super handling a
mixed crew of riggers, plumbers, electricians and mechanical staff (crane,
bulldozer, and truck operators).
He returned to Massachusetts in 1957.
When Dr. Edgerton eventually found out about Wright having obtained a 'master divers certification' when he was working in Canada and had already joined a Newton Diving Club, he suggested that he consider applying to The Boston Sea Rovers of whom Dr. Edgerton was an honorary member. They had been debating whether they, under the diver training course they were writing, oxygen rescirculatortype equipment should be added to compressed air demand type apparatus. As Wright had experience with both types, he could give some input. He joined Boston the Sea Rovers later.
He co-founded Wright St. George Labs Inc.
He worked part-time at Listening Post in Boston's Back Bay. He was repairing audio equipment as well as selling audio. As a point of interest he was able to use some apparatus from MIT's Acoustics Lab with the permission of Dr. Kesser. While he was at Listening Post, Joan Biez stopped by to rent a Wallensack tape recorder. She had approached John Thornton of WTMH (which was also located on Newberry Street), who told her she should submit a professionally made audition tape.
As John Thornton had a habit of doing this to aspiring artists, Wright with the assistance of Bob Tucker (who eventually worked for Janszen Labs - then for Neshaminy Labs and Dynaco - eventually trying to assist Gordon Holt of Stereophile), decided after a quick audition at the store, to record and edit a no-holds-barred audition tape for John Thornton. This was so good he gave her air time. (Bill Only, who also worked for Listening Post), made more recordings as well. She then got a job at 'Jazz 47' in Cambridge.
Some time later, he was retained by the Judson L. Thompson Corp., to recommend a suitable R&D project. After a month, he brought in a proposal that they should do some R&D in 'Linear Motors' as by using air bearings (flotation) or even magnetic levitation, they would be able to achieve a head start in a new field. At that time, Wright didn't realize that the company had a 'corporate raider' on their board. He wanted to strip assets, not engage in R&D. Two and a half years later, a team at Bristol in England had developed a linear-motor-sled.
He received a job offer from the 'Albert and J. M. Anderson Co., Ltd., of Front Street in Boston, to start an R&D section in the company.
Because he was, by then, a cold water Diving Expert he continued working on non-air based insulating systems. He developed Freon (tm) blown foam and interested Rubatex in making several sheets. He also started R&D on millable urethanes with the idea of adapting them to aircraft starting connectors. He had developed a sexless loudspeaker connector and Anderson adapted a larger version to replace the 'butt-end connectors' used on battery powered fork-lift trucks. This 'Eitherend' connector is now the standard.
He also developed a portable BIL (150 kV) tester for use on high-voltage applications. When the board of directors at Anderson decided to switch from high-voltage to high-current, there seemed to be a minor problem with Anderson's chice of Lexan as the plastic selected for the connector. GE insisted that the material was perfectly safe as extensive tests prowed that the trace amounts of Bis-Phenol-a were so minute that they could be disregarded. However one of Anderson's engineers began to bad-mouth Wright. His job becane untenable so Wright got out.
Because of his cold-water diving experience, he was contacted by the Diving Trials and Development section of the Canadian Navy. He made contact with Dr. Kidd there who was also interested in Wright's 'Holographic Model of the human brain'. See reference
Wright was then contacted by the 'Marine and Rail' division of Canada's Department of Industry, Trade and Commerce and on the basis that he had already invested $80,000+ already , he was informed that were prepared to match his investment if he would come back to Canada.
He had to prove that the Freon insulated Cold-water Diving Suit was feasible by building a prototype. It took six months. He took it to the Diving Trials and Development Dept. at DRET in Downsview. However he was required to form a corporation to qualify. Hydrospace Developments Limited was the result.
Wright had already been working with Neoprene, Nitrile, Hypalon, Polysulfide, Polyrethanres, Viton, Natural & Natsyn as well as having developed an extensive knowledge of fillers, reinforcing materials, pigments and antioxidents as well as compounding. He had a working knowledge of die design and tooling and had been designing molds and tools (as a subcontractor) for several years. This was very valuable in producing the many specialized parts needed in production. The mold sizes ranged from 3" x 3" x 4" to 10" x 18" x 30". At the same time, he developed a constant PO2 breathing system. In order to use the system in safety, Wright also developed a portable (glass filament wound) decompression chamber/. This chamber with its control console (less the compressed air cylinders) weighed about 200 pounds and was adopted by the Canadian Navy. Several of these decompression chambers were sold to such diving specialists as underwater archeologists .
Within five months a more advanced CWDS was ready for cold water trials.
Oil exploration companies were very interested as saturation diving could enable them to reduce the time spent clearing up underwater problems. Wright was able to use a pair of constant tension winches to guide a large submersible diving chamber both into and out of the water -- without having to wait for the 'pendulum effect' to cease. (remember that due to conservation of angular momentum the pendulum effect is greater as the hoisting cable for the submersible, gets shorter. The deck platforms are often 150 feet above the sea!) -- therefore the quicker the submersible is able to be positioned and locked onto the diver's surface-chamber, the less down-time in drilling.
The formal six-hour trial of a 'swimmable' dry suit was successful! But, something didn't seem quite right. Friends engaged in foam R&D told him that new 'spec' sheets from Dupont didn't seem to agree with the old sheets. Freon was supposed to be respirable (physiologically inert). There were too many people that began to have doubts.
He had to suspend over five years of work until the doubts about Freon were settled. He decided to put his knowledge of SF6 to use and return to the design of ESL's.
Any specialized knowledge, such as this, is extremely valuable in R&D!
When Les Paul's birthday party was held at the NBC's Rockafeller Center, both Mike Wright and Roger Isele were invited and attended. When Les was building a guitar pickup that had to be much less sensitive to stray AC fields, Wright was able to help in obtaining the RTV rubber to embed the pickup.
When they took Rod Herman (of SOTA turntables) to visit Les, he was given a short guitar lesson.
Mke had a close friend in Jamaca that sold Dayton Wright Associates Ltd., ESL's. Derek Hanson. As he was a highly qualified enginer when the company shut down he wished to come up to Canada. I had to go to a senior immigration officer in Ottawa, (who I knew when he was in North York), to intercede, he was able to get Derek in as a landed immigrant.
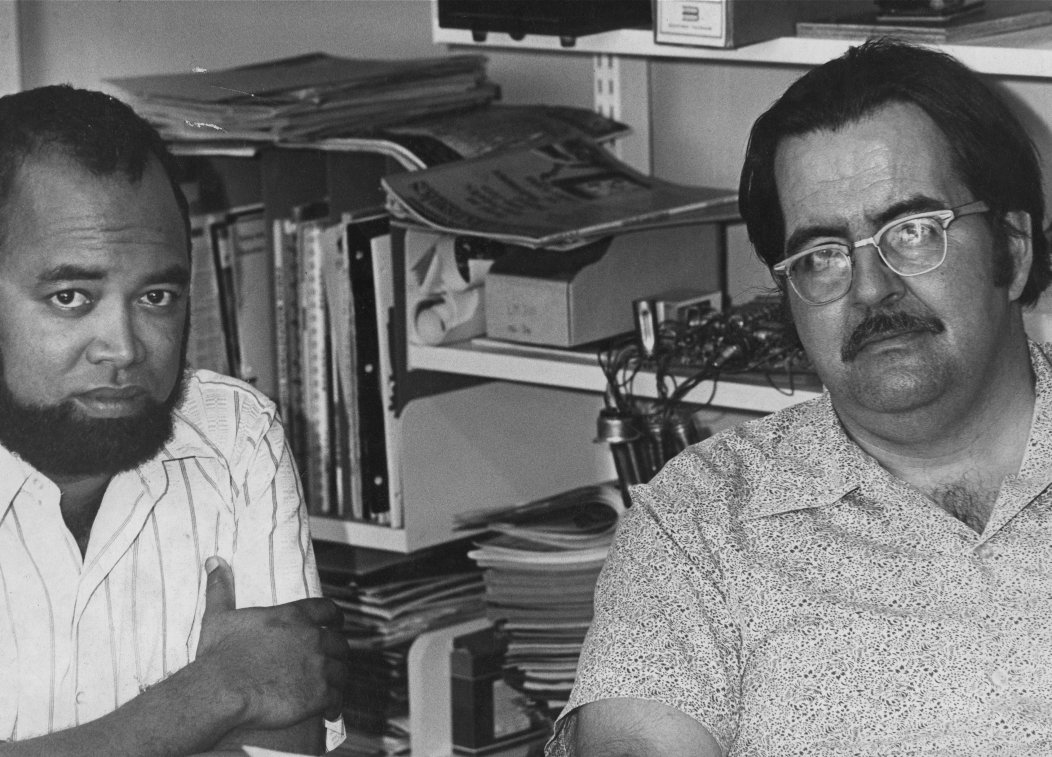
He began building loudspeakers and eventually founded a company that provided special parts fo racing Mustangs. But so many people took his spoilers, and illegally duplated it, that he could not compete.
Privacy Policy
Wright Electroacoustics followes strict principles respecting and safeguarding the privacy on our incoming and outgoing e-mail to ensure the protection of personal information of our employees, customers, clients and users ofour web site. It has always been fundamental to the way we do business Wright Electroacoustics in all our relationships, either on or off the Internet: we are committed to keeping personal information accurate, confidential, secure and private.
Dayton Wright policy is simple: We do not
collect personal information about you unless it refers to e-mail
requests and only when you knowingly and
willingly provide it. We will not share or otherwise profit from the distribution
of personal data beyond the use it was provided to fulfill.
1) - Accountability
Dayton Wright is responsible for all personal
information under its control including any personal information
disclosed to third parties for processing.
Dayton Wright has established policies and procedures to comply with its
own privacy code, and has designated one or more persons to be accountable
for compliance.
2) - Identifying Purposes
Wright Electroacoustics will identify
the purposes for collecting personal information, prior to or at the time
it is being provided. Personal information will not be used for a purpose
not previously identified without further individual consent, unless the
new purpose is required by law.
Principle 3 - Consent
The knowledge and consent of the customer
are required for the collection, use or disclosure of customer information,
except where inappropriate.
4) - Limiting Collection
No collection of personal information
shall be taken from e-mail unless it is needed and will be limited
to that which is necessary for the purposes of replying to e-mail.
5) - Limiting Use, Disclosure and Retention
Personal information will not be used
or disclosed for purposes other than those for which it was collected,
except with the consent of the individual or as required by law. Personal
information shall be retained only as long as necessary for the fulfillment
of those purposes.
6) - Accuracy
Personal information shall be as accurate,
complete, and up-to-date as is necessary for the purposes for which it
is to be used.
7) - Safeguarding Customer Information
Wright Electroacoustics protects personal
information with safeguards appropriate to the sensitivity of the information.
8) - Openness
Dayton Wright will make specific information
about its personal information management policies and practices
readily available to individuals.
9) - Customer Access
Upon request, Dayton Wright will
inform individuals of the existence, use, and disclosure of their personal
information and provide access to that
information. An individual shall be able to verify the accuracy and completeness
of their information, and may request that it be amended, as appropriate.
10) - Handling Customer Complaints and
Suggestions
Dayton Wright will provide procedures
to receive and respond to complaints or inquiries about policies and
practices relating to the handling of
personal information. These procedures will be easily accessible and simple
to use.
The Privacy Commissioner of Canada
112 Kent Street
Ottawa, Ontario
K1A 1H3
or email to: info@privcom.gc.ca
website: www.privcom.gc.ca
© 1980, 1998 , 1994,
1999, 2007, Wright Electroacoustics - © 1987 Steve Morris